MÉI VUN ÄR MAGNABEND erauszekommen
Et gi verschidde Saachen déi Dir maache kënnt fir d'Biegeleistung vun Ärer Magnabend Maschinn ze verbesseren.
Miniméiert d'Zäit déi Dir verbréngt eng Béi ze maachen.Dëst wäert hëllefen d'Maschinn waarm ze verhënneren.Wann d'Spiral waarm gëtt, hëlt seng Resistenz erop an dofir zitt se manner Stroum an huet domat manner Ampere-Wendungen an domat manner Magnetiséierungskraaft.
Halen der Uewerfläch vun der Magnéit propper a fräi vun bedeitendst burrs.Burrs kënne sécher mat enger Millendatei geläscht ginn.Halt och d'Uewerfläch vum Magnéit fräi vun all Schmierstoff wéi Ueleg.Dëst kann dozou féieren datt d'Werkstéck no hannen rutscht ier d'Béi fäerdeg ass.
Déck Kapazitéit:
De Magnéit verléiert vill Spannkraaft wann et Loftlücken (oder net-magnetesch Lücken) iwwer een oder méi vun de Pole gëtt.
Dir kënnt dëse Problem dacks iwwerwannen andeems Dir e Schrott Stéck Stahl asetzt fir d'Lück opzefëllen.Dëst ass besonnesch wichteg wann Dir méi déck Material béien.D'Füllstéck soll déiselwecht Dicke wéi d'Werkstéck sinn an et sollt ëmmer Stahl sinn egal wéi eng Zort Metall d'Werkstéck ass.D'Diagramm hei ënnen illustréiert dëst:
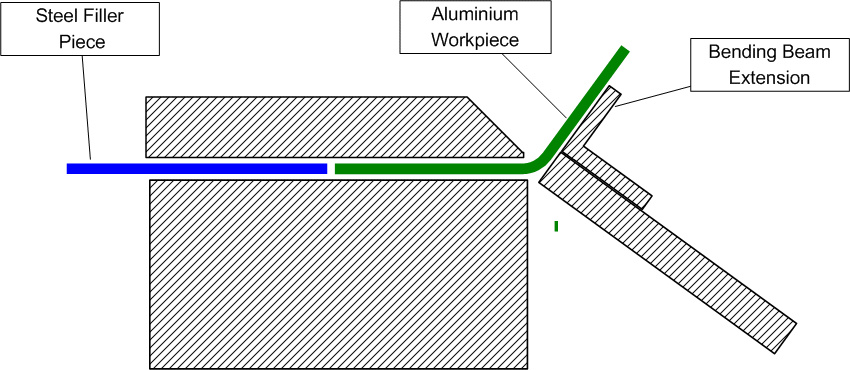
Eng aner Manéier fir d'Maschinn ze kréien fir en décke Werkstéck ze béien ass e méi breet Verlängerungsstéck op de Béistrahl ze passen.Dëst wäert méi Leverage op der workpiece ginn, mä offensichtlech dëst wäert keng Hëllef sinn ausser de workpiece eng genuch breet Lip huet d'Extensioun ze engagéieren.(Dëst ass och am Diagramm uewen illustréiert).
Spezial Tooling:
D'Liichtegkeet mat där speziell Tooling mam Magnabend integréiert ka ginn ass eng vu senge ganz staarken Features.
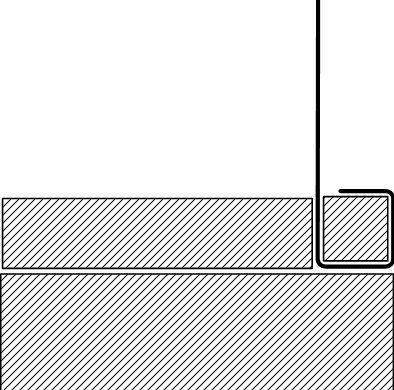
Zum Beispill hei ass eng Spannbar, déi mat enger spezieller dënnter Nues machinéiert gouf fir d'Formatioun vun enger Këschtkant op engem Werkstück opzehuelen.(Déi dënn Nues wäert zu e puer Verloscht vun clamping Kraaft an e puer Verloscht vun mechanesch Kraaft Resultat an domat kann nëmmen gëeegent fir liicht gauges vun Metal ginn).(E Magnabend Besëtzer huet Tooling wéi dëst fir Produktiounsartikele mat gudde Resultater benotzt).

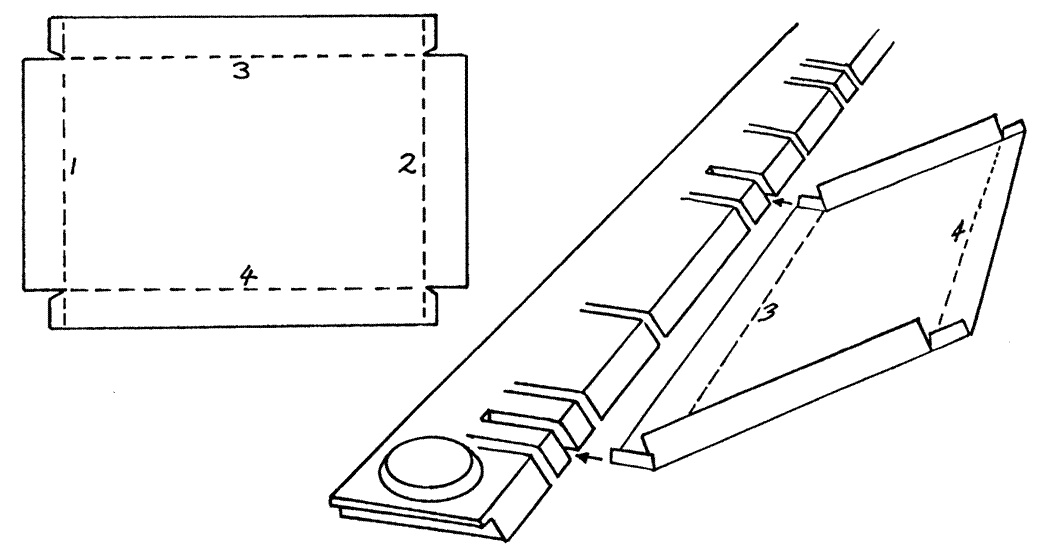
Dës Këschtrandform kéint och geformt ginn ouni de Besoin fir eng speziell machinéiert Klemmbar ze kombinéieren andeems d'Basis Stahlsektiounen kombinéiert ginn fir d'Tooling ze maachen wéi op der lénkser Säit gewisen.
(Et ass méi einfach dëse Stil vun Tooling ze maachen, awer et ass manner bequem ze benotzen am Verglach mat der speziell machinéierter Clampbar).
En anert Beispill vu speziellen Tooling ass de Slotted Clampbar.D'Benotzung vun dësem gëtt am Handbuch erkläert an et ass hei duergestallt:

Dëst Stéck vun 6,3 mm (1/4") décke Busbar gouf op engem Magnabend gebéit mat enger spezieller Clampbar mat enger Rebatt gefruer duerch et fir d'Busbar ze huelen:
Rebated Clampbar fir Béie Kupferbusbar.
Et ginn eng Onmass vu Méiglechkeeten fir speziell Tooling.
Hei sinn e puer Skizzen fir Iech eng Iddi ze ginn:
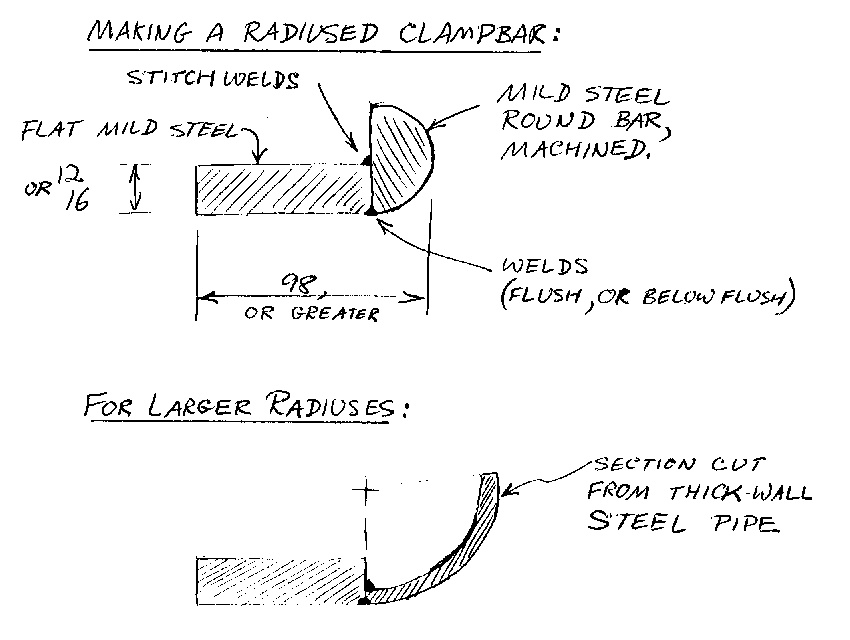
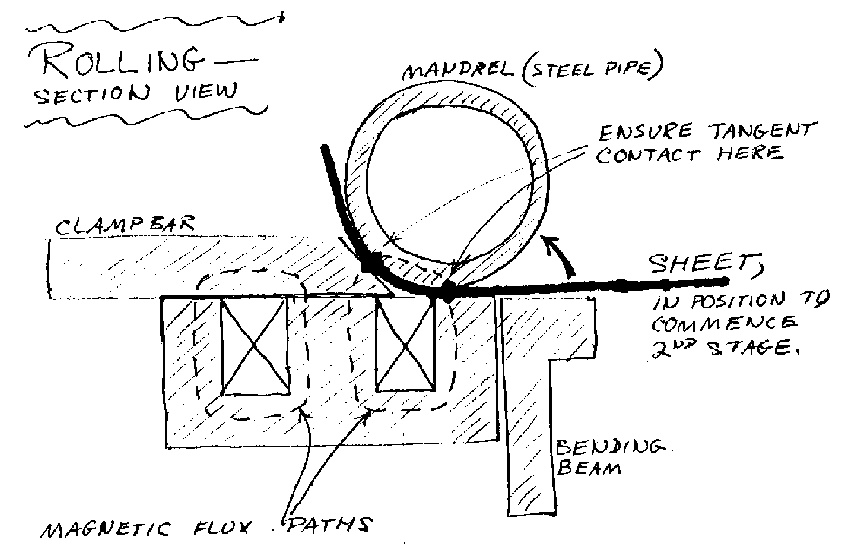
Wann Dir en net befestegt Päif benotzt fir eng Kéirung ze bilden, kuckt w.e.g. d'Detailer an der Zeechnung hei ënnen.Et ass wichteg datt d'Deeler sou arrangéiert sinn datt de magnetesche Flux, vertruede vun de gestreckte Linnen, an d'Päifsektioun passéiere kann ouni e wesentleche Loftspalt ze iwwerstoen.